內螺紋加工刀具有絲錐、螺紋銑刀、機夾式內孔螺紋銑刀桿等;絲錐則是一種內螺紋加工的常用刀具產品,可按其形狀分為螺旋槽絲錐、刃傾角絲錐、直槽絲錐和管用螺紋絲錐等等,按使用環境分手用絲錐和機用絲錐,按尺寸規格可分為公制、美制、和英制絲錐等。SS碩朔可按客戶要求定制鎢鋼絲錐產品,并提供高速鋼絲錐及合金絲錐、合金鉆頭及銑刀返修服務。
內螺紋銑削刀具:
●成本更低,雖然單支螺紋銑刀貴過絲攻,但是算到單個螺紋成本比絲攻低很多。
●精度更高,螺紋銑刀以刀補實現精度,可以選擇客戶需要的精度等級。
●光潔度好,螺紋銑刀銑出來的牙光潔度優于絲攻。
●螺紋銑刀的耐用度是絲錐的十多倍甚至數十倍,減少換刀的工時浪費。
●不怕折斷,絲攻折斷后可能造成工件報廢的風險,螺紋銑刀即使人為折斷也容易取。
●螺紋銑刀的加工效率遠高于絲攻;
●盲孔絲攻不可攻到底部,螺紋銑刀可以。

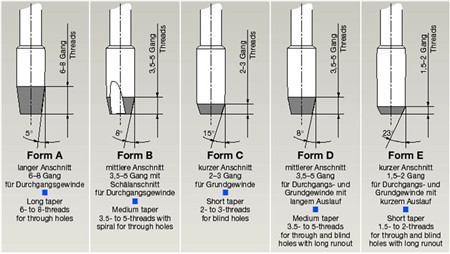
絲錐種類:
1)直槽絲錐:用于通孔及盲孔的加工,鐵屑存在于絲錐槽中,加工的螺紋質量不高,更常用于短屑材料的加工,如灰鑄鐵等。
2)螺旋槽絲錐:用于孔深≦3D的盲孔加工,鐵屑順著螺旋槽排出,螺紋表面質量高。
10-20°螺旋角絲錐可以加工螺紋深度≦2D;
28-40°螺旋角絲錐可以加工螺紋深度≦3D;
50°螺旋角絲錐可以加工螺紋深度≦3.5D(特殊工況4D)。
某些時候(硬材料,大牙距等),為了取得更好的齒尖強度,會選用螺旋槽絲錐加工通孔。
3)螺尖絲錐(先端絲錐或刃傾角絲錐):通常只能用于通孔,長徑比可達3D-3.5D,鐵屑向下排出,切削扭矩小,被加工的螺紋表面質量高。
切削時,需要保證全部切削部分攻穿,否則會出現崩齒。
(2)擠壓絲錐
可用于通孔及盲孔的加工,通過材料塑性變形形成牙型,只能用于加工塑性材料。
擠壓絲錐主要特點如下:
1)利用工件的塑性變形加工螺紋;
2)絲錐的截面積大,強度高,不易折斷;
3)切削速度可比切削絲錐高,生產率亦相應提高;
4)由于是冷擠壓加工,加工后的螺紋表面機械性能提高,表面粗糙度高,螺紋強度、耐磨性、耐腐蝕性提高;
5)無屑加工。
擠壓絲錐缺點有:
1)只能用于加工塑性材料;
2)制造成本高;
3)不能研磨。
擠壓絲錐有兩種結構形式:
1)無油槽擠壓絲錐只用于盲孔立加的工況;
2)帶油槽擠壓絲錐適用于所有工況,但通常小直徑絲錐因制造難度不設計油槽。
SS碩朔生產、定制各類產品包括:鎢鋼鉆頭、合金銑刀、反R成型刀、反面锪平面刀具、鎢鋼螺紋刀具、沉頭倒角刀桿、去毛刺刀并提供及高品質高速鋼絲錐返修服務。
內螺紋加工刀具有絲錐、螺紋銑刀、機夾式內孔螺紋銑刀桿等;絲錐則是一種內螺紋加工的常用刀具產品,可按其形狀分為螺旋槽絲錐、刃傾角絲錐、直槽絲錐和管用螺紋絲錐等等,按使用環境分手用絲錐和機用絲錐,按尺寸規格可分為公制、美制、和英制絲錐等。SS碩朔可按客戶要求定制鎢鋼絲錐產品,并提供高速鋼絲錐及合金絲錐、合金鉆頭及銑刀返修服務。
內螺紋銑削刀具:
●成本更低,雖然單支螺紋銑刀貴過絲攻,但是算到單個螺紋成本比絲攻低很多。
●精度更高,螺紋銑刀以刀補實現精度,可以選擇客戶需要的精度等級。
●光潔度好,螺紋銑刀銑出來的牙光潔度優于絲攻。
●螺紋銑刀的耐用度是絲錐的十多倍甚至數十倍,減少換刀的工時浪費。
●不怕折斷,絲攻折斷后可能造成工件報廢的風險,螺紋銑刀即使人為折斷也容易取。
●螺紋銑刀的加工效率遠高于絲攻;
●盲孔絲攻不可攻到底部,螺紋銑刀可以。
絲錐種類:
1)直槽絲錐:用于通孔及盲孔的加工,鐵屑存在于絲錐槽中,加工的螺紋質量不高,更常用于短屑材料的加工,如灰鑄鐵等。
2)螺旋槽絲錐:用于孔深≦3D的盲孔加工,鐵屑順著螺旋槽排出,螺紋表面質量高。
10-20°螺旋角絲錐可以加工螺紋深度≦2D;
28-40°螺旋角絲錐可以加工螺紋深度≦3D;
50°螺旋角絲錐可以加工螺紋深度≦3.5D(特殊工況4D)。
某些時候(硬材料,大牙距等),為了取得更好的齒尖強度,會選用螺旋槽絲錐加工通孔。
3)螺尖絲錐(先端絲錐或刃傾角絲錐):通常只能用于通孔,長徑比可達3D-3.5D,鐵屑向下排出,切削扭矩小,被加工的螺紋表面質量高。
切削時,需要保證全部切削部分攻穿,否則會出現崩齒。
(2)擠壓絲錐
可用于通孔及盲孔的加工,通過材料塑性變形形成牙型,只能用于加工塑性材料。
擠壓絲錐主要特點如下:
1)利用工件的塑性變形加工螺紋;
2)絲錐的截面積大,強度高,不易折斷;
3)切削速度可比切削絲錐高,生產率亦相應提高;
4)由于是冷擠壓加工,加工后的螺紋表面機械性能提高,表面粗糙度高,螺紋強度、耐磨性、耐腐蝕性提高;
5)無屑加工。
擠壓絲錐缺點有:
1)只能用于加工塑性材料;
2)制造成本高;
3)不能研磨。
擠壓絲錐有兩種結構形式:
1)無油槽擠壓絲錐只用于盲孔立加的工況;
2)帶油槽擠壓絲錐適用于所有工況,但通常小直徑絲錐因制造難度不設計油槽。
SS碩朔生產、定制各類產品包括:鎢鋼鉆頭、合金銑刀、反R成型刀、反面锪平面刀具、鎢鋼螺紋刀具、沉頭倒角刀桿、去毛刺刀并提供及高品質高速鋼絲錐返修服務。







 在線客服
在線客服